
Boiler separated from chassis

Part of the tender wagon, the hoses are for the compressed air braking system

Boiler from the firebox end
Wheel re-profiling
Over time, the wheels on any locomotive or carriage will wear down, even with the slow speeds on Bressingham's narrow gauge track. With the cost of a new two-foot axle set into four figures it makes sense to extend the life of existing wheels where possible.This is achieved by building up the wheel flange using an arc-welder. As with everything, there is a process laid down to ensure that it is done properly using the correct technique and materials.
Once the wheel has been built up, it's then put onto a lathe, turned to achieve the correct profile, and given a new lease of life.

Hoisting an axle onto the lathe for re-profiling the wheels

These wheels have been re-profiled
Bottom end refit

The "bottom end"

New brass bushing
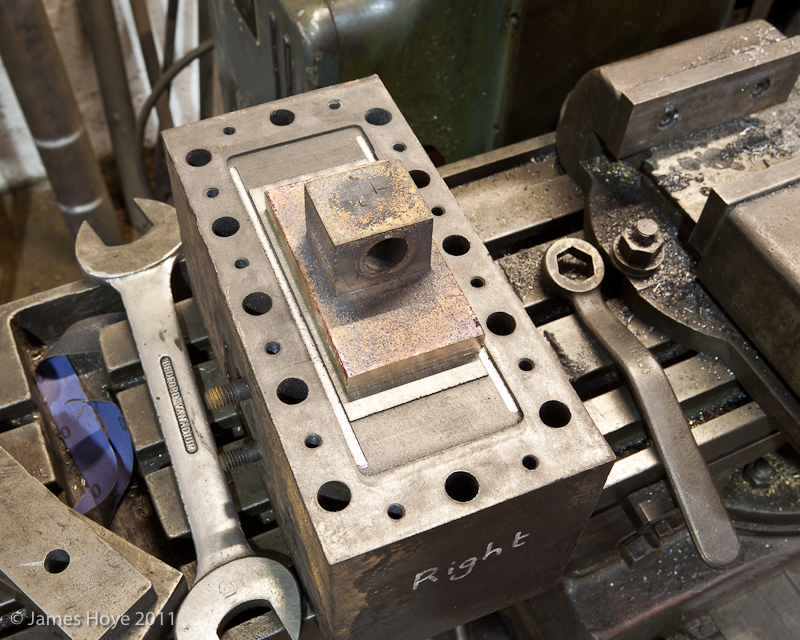
Valve block with brass valve

Underside of the valve and the ports in the block
As the wheels rotate, the valve gear slides the valve back and forth over the cylinder block. Here pressurised steam is directed to the appropriate side of the piston, whilst the opposite side is exhausted — all depending on the position of the wheels and thus pistons as everything is interconnected — much like the job of a timing belt on a car engine. No electronics here, everything is totally mechanical.

Valve gear laid out
When everything has been refitted, Tony tells me that they will push the bottom end along and time it up. The difference between correct and incorrect timing can be as little as a half-turn on the threaded bar shown at the bottom of the image above!
No comments:
Post a Comment
Please note that comments are moderated and may not appear immediately.